
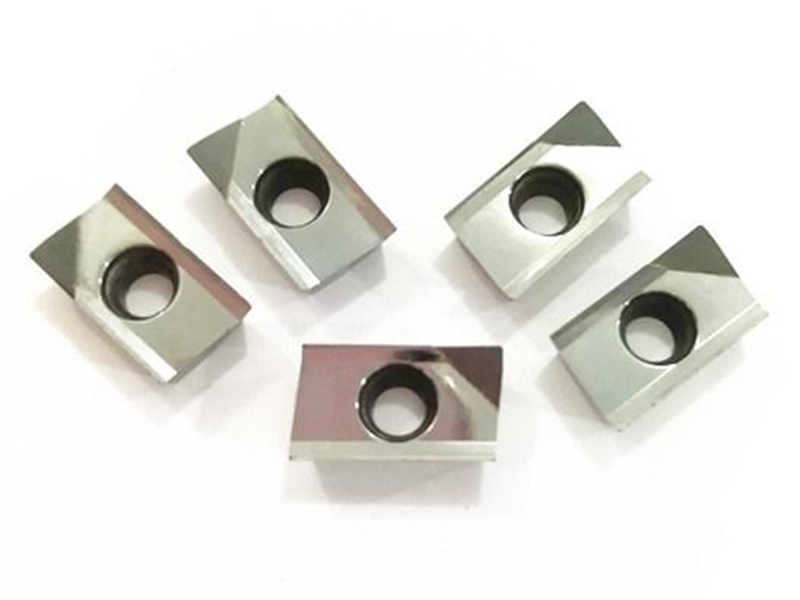



Tool sa Pagputol sa PCD CNC Diamond Turning Milling Insert para sa aluminum
Milling PCD insert Pagputol sa daghang mga materyales
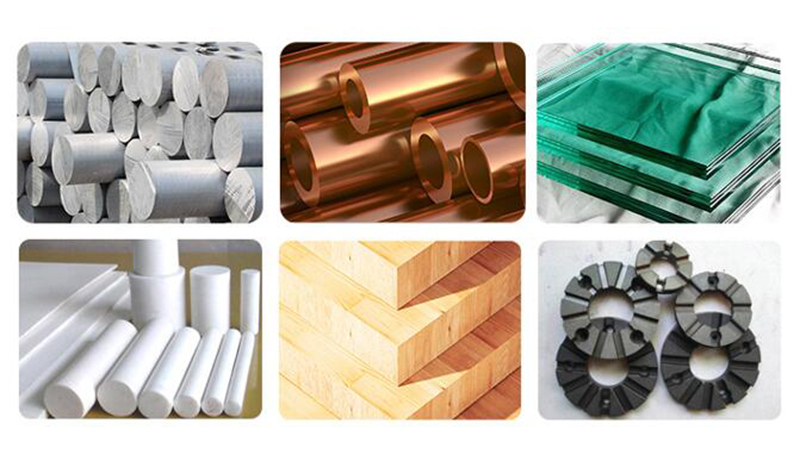
Angayan kini sa pagproseso sa mga nonferrous nga metal sama sa aluminum ug aluminum alloys, copper ug copper alloys, titanium, magnesium, zinc ug lead.Glass fiber, carbon fiber, reinforced plastic ug uban pang non-metallic nga materyales.
Mga bentaha sa produkto
Ultra manipis nga pagputol, katukma machining
Ang pagputol sa ngilit sa himan nga diamante mahimo nga yuta nga mahait, ang pagputol sa radius sa lingin sa kampanilya sa kasagaran moabot sa 0.1-0.5 μm, ug ang natural nga usa ka kristal nga diamante nga himan mahimong moabot sa 0.002-0.008 μm.

Pagpili og usa ka maayo nga bug-os nga kilid nga pagsal-ot sa PCD ug makuha ang doble nga resulta sa katunga sa paningkamot
Paggamit epekto sa OPT Full face PCD insert
1. Ubos nga gasto sa pagproseso
2. Taas nga serbisyo sa kinabuhi
3. Ang pagliko ug paggaling nga epekto hayag
4. Taas nga padayon nga oras sa pagproseso Ang OPT blade padayon nga giproseso sulod sa 400 ka minuto, ug ang blade kasagarang gisul-ob nga walay pagkaguba
Taas nga pagtapos sa pagputol, pagsuporta sa pag-customize
Ubos sa parehas nga mga kondisyon sa pagputol, mahimo kini nga maputol dayon nga dili mopilit sa sulab, nga adunay taas nga kahusayan ug gusto nga pagkahuman.
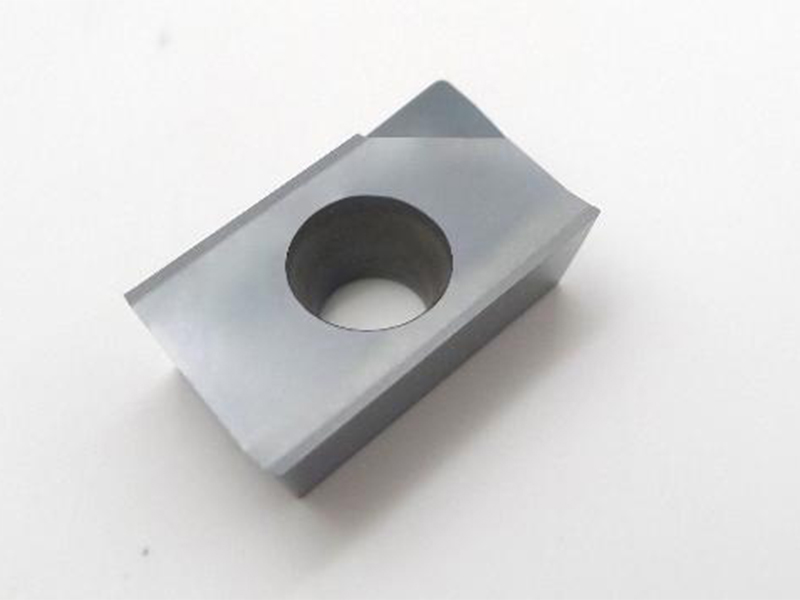
Ang sulab adunay taas nga katig-a, kahait, maayo nga pagkagahi ug pagsukol sa pagsul-ob.Nagkalainlain nga mga kategorya ug mga detalye, nga nagsuporta sa gipahiangay nga mga detalye.


Taas nga thermal conductivity, taas nga serbisyo sa kinabuhi
Ang thermal diffusivity sa diamond cutter taas, ug ang thermal conductivity niini 1.5-9 ka beses sa cemented carbide ug 2-6 ka beses sa tumbaga.Ang kainit nga namugna pinaagi sa pagputol dali nga mawala, ug ang temperatura sa pagputol nga bahin sa himan ubos.Mas taas nga serbisyo sa kinabuhi.
Pinili nga mga materyales, lig-on ug dili masul-ob nga dako nga tip sa PCD
Pilia ang taas nga kalidad nga PCD ug gahi nga haluang metal nga adunay resistensya sa pagsul-ob sa 60-80 ka beses.Kung ang pag-machining sa taas nga mga materyales sa katig-a, ang kinabuhi sa mga himan sa diamante 10-100 ka beses kaysa sa mga himan nga semento nga carbide, bisan gatusan ka beses.


Taas nga tulin nga pagproseso, taas nga kapasidad sa produksiyon
Ang mga insert sa diamante sa PCD angay alang sa high-speed ug dry machining.Sila mao ang pagpili sa modernong machining aron sa pagpalambo sa efficiency.Dili lamang nila madugangan ang adlaw-adlaw nga output nga wala’y dugang nga pagpamuhunan, apan wala usab magamit ang pagputol nga likido.Sila mahigalaon sa kinaiyahan ug kasaligan.
Estrikto nga detection ug higpit nga proseso
1. Maayo kaayo nga pagpili sa materyal ug higpit nga pag-inspeksyon sa mga hilaw nga materyales aron masiguro ang taas nga kalidad sa nahuman nga mga produkto
2. Ang imported nga detector hugot nga nagpatuman sa matag proseso sa produksyon aron maseguro nga ang matag piraso sa produkto mahimong makatagbaw kanimo



| Dimensyon, mm | |||||
| Sunod-sunod nga | Model No. | d | S | d1 | R |
| SNGN | SNGN090304 | 9.525 | 3.18 | - | 0.4 |
| SNGN090308 | 9.525 | 3.18 | - | 0.8 | |
| SNGN090312 | 9.525 | 3.18 | - | 1.2 | |
| SNGN090316 | 9.525 | 3.18 | - | 1.6 | |
| SNGN120308 | 12.7 | 3.18 | - | 0.8 | |
| SNGN120312 | 12.7 | 3.18 | - | 1.2 | |
| SNGN120408 | 12.7 | 4.76 | - | 0.8 | |
| SNGN120412 | 12.7 | 4.76 | - | 1.2 | |
| Sunod-sunod nga | Model No. | d | Sl | d1 | R |
| SNGA | SNGA090304 | 9.525 | 3.18 | 3.81 | 0.4 |
| SNGA090308 | 9.525 | 3.18 | 3.81 | 0.8 | |
| SNGA120404 | 12.7 | 4.76 | 5.16 | 0.4 | |
| SNGA120408 | 12.7 | 4.76 | 5.16 | 0.8 | |
| SNGA120412 | 12.7 | 4.76 | 5.16 | 1.2 | |
| Dimensyon, mm | |||||
| Sunod-sunod nga | Model No. | d | S | d1 | R |
| SCGW | SCGW060202 | 6.35 | 2.38 | 2.2 | 0.2 |
| SCGW060204 | 6.35 | 2.38 | 2.2 | 0.4 | |
| SCGW090304 | 9.525 | 3.18 | 4.4 | 0.4 | |
| SCGW090308 | 9.525 | 3.18 | 4.4 | 0.8 | |
| SCGW09T304 | 9.525 | 3.97 | 4.4 | 0.4 | |
| SCGW09T308 | 9.525 | 3.97 | 4.4 | 0.8 | |
| SCGW120404 | 12.7 | 4.76 | 5.5 | 0.4 | |
| SCGW120408 | 12.7 | 4.76 | 5.5 | 0.8 | |
| Sunod-sunod nga | Model No. | d | S | d1 | R |
| SPGN | SPGN090304 | 9.525 | 3.18 | - | 0.4 |
| SPGN090308 | 9.525 | 3.18 | - | 0.8 | |
| SPGN090312 | 9.525 | 3.18 | - | 1.2 | |
| SPGN120304 | 12.7 | 3.18 | - | 0.4 | |
| SPGN120308 | 12.7 | 3.18 | - | 0.8 | |
| SPGN120312 | 12.7 | 3.18 | - | 1.2 | |
| SPGN120316 | 12.7 | 3.18 | - | 1.6 | |
| SPGN120408 | 12.7 | 4.76 | - | 0.8 | |
| SPGN120412 | 12.7 | 4.76 | - | 1.2 | |
Mga kategoriya sa produkto
-

plate cutting woodworking himan PCD Diamond Bot...
-

Taas nga kalidad nga wear-resistant polycrystalline dia ...
-

Diamond woodworking himan PCD milling cutter CN...
-

Ang himan sa pagbag-o sa PCD usa ka matang sa taas nga katukma nga ma ...
-

Ang PCD Turning Grooving Inserts PCD external groo...
-

PCD Diamond Ball katapusan milling cutter CNC Router ...





